Prutezzione da a currusione in u 2025 Perchè a galvanizazione à caldu hè sempre in testa
Immersione à calduGalvanizazione(HDG) offre un valore superiore à longu andà per i prughjetti d'acciaiu. U so ligame metallurgicu unicu furnisce una durabilità senza paragone contr'à i danni. U prucessu d'immersione assicura una copertura cumpleta è uniforme chì i metudi di spruzzatura ùn ponu micca replicà. Questa doppia prutezzione riduce significativamente i costi di manutenzione di u ciclu di vita.
Galvanizazione à calduRende l'acciaiu assai forte. Crea un ligame speciale chì prutege l'acciaiu megliu cà a pittura.
A galvanizazione copre tutte e parte di l'acciaiu. Questu impedisce a ruggine di cumincià in i lochi nascosti.
L'acciaiu galvanizatu permette di risparmià soldi cù u tempu. Dura assai tempu è hà bisognu di menu riparazioni cà altri rivestimenti.
Chì face di a galvanizazione à caldu a scelta superiore?
A galvanizazione à caldu (HDG) si distingue da l'altri metudi di prutezzione da a currusione. A so superiorità vene da trè punti di forza principali: un ligame metallurgicu fusu, una copertura d'immersione cumpleta è un sistema di prutezzione à doppia azione. Queste caratteristiche travaglianu inseme per furnisce prestazioni senza paragone è un valore à longu andà.
Durabilità senza paragone attraversu un ligame metallurgicu
A pittura è altri rivestimenti si attaccanu solu à a superficia di l'acciaiu. A galvanizazione à caldu crea una finitura chì diventa parte di l'acciaiu stessu. U prucessu implica l'immersione di una parte d'acciaiu inzincu fusuriscaldatu à circa 450 °C (842 °F). Questa alta temperatura provoca una reazione di diffusione, chì fonde u zincu è u ferru inseme.
Stu prucessu forma una seria di strati distinti di lega di zincu-ferru. Quessi strati sò ligati metallurgicamente à u sustratu d'acciaiu.
Stratu GammaU più vicinu à l'acciaiu, cù circa 75% di zincu.
Stratu DeltaU prossimu stratu fora, cù circa 90% di zincu.
Stratu ZetaUn stratu grossu chì cuntene circa 94% di zincu.
Stratu EtaU stratu esternu di zincu puru chì dà à u rivestimentu a so finitura brillante iniziale.
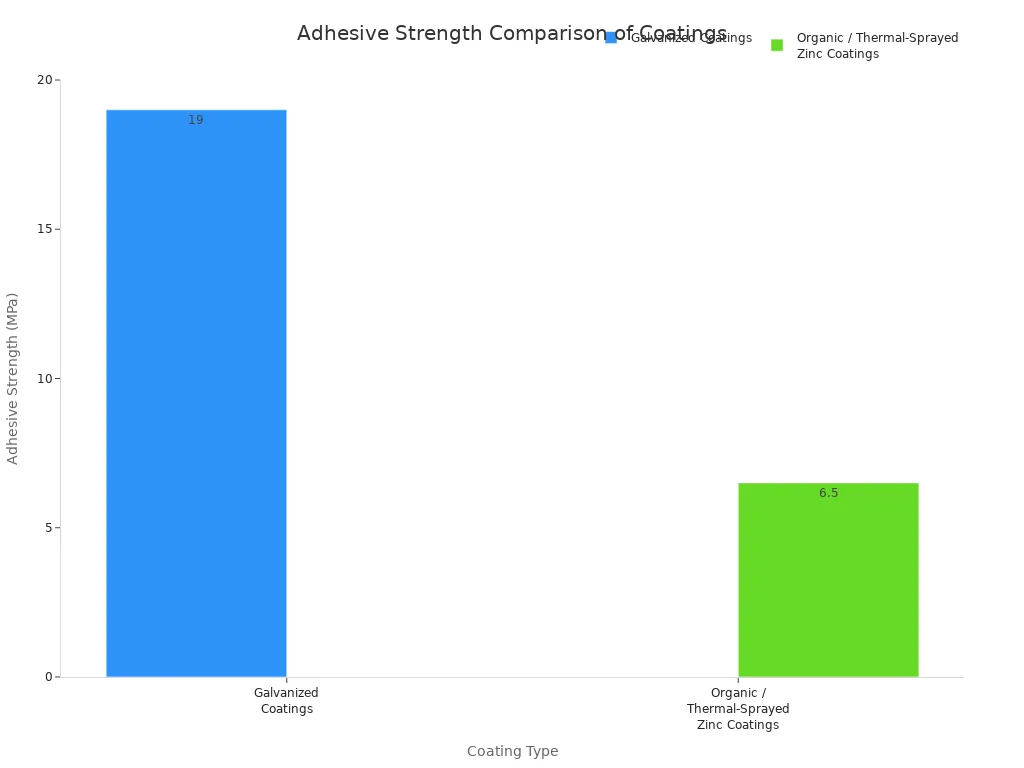
Sti strati interbloccati sò in realtà più duri chè l'acciaiu di basa, furnendu una resistenza eccezziunale à l'abrasione è à i danni. I strati interni duri resistenu à i graffi, mentre chì u stratu esternu di zincu puru più duttile pò assorbe l'impatti. Stu ligame metallurgicu hè significativamente più forte chè i ligami meccanichi di altri rivestimenti.
Tipu di rivestimentu
Forza di ligame (psi)
Zincatu à Caldu
~3.600
Altri Rivestimenti
300-600
Questa immensa forza di adesione significa chì u rivestimentu galvanizatu hè estremamente difficiule da sbuchjà o scheggià. Resiste in modu affidabile à i rigori di u trasportu, di a manipulazione è di a custruzzione in situ.
Cupertura cumpleta per una prutezzione tutale
A currusione trova u puntu più debule. Pitture spray, primer s, è altri rivestimenti sò vulnerabili à errori d'applicazione cum'è gocce, colature o macchie mancate. Queste piccule imperfezioni diventanu punti d'iniziu per a ruggine.
A galvanizazione à caldu elimina stu risicu per via di l'immersione tutale. Immergendu tutta a fabricazione d'acciaiu in zincu fusu, si garantisce una cupertura cumpleta. U zincu liquidu scorre in, sopra è intornu à tutte e superfici.
Ogni angulu, bordu, cucitura è sezione cava interna riceve un stratu uniforme di prutezzione. Sta cupertura "da bordu à bordu" assicura chì ùn ci sianu zone micca schermate lasciate esposte à l'ambiente.
Questa prutezzione cumpleta ùn hè micca solu una bona pratica; hè un requisitu. I standard mundiali impunenu questu livellu di qualità per assicurà e prestazioni.
ASTM A123richiede chì a finitura galvanizzata sia cuntinua, liscia è uniforme, senza zone senza rivestimentu.
ASTM A153stabilisce regule simili per a ferramenta, esigendu una finitura cumpleta è aderente.
ISO 1461hè u standard internaziunale chì garantisce chì l'articuli d'acciaiu fabbricati ricevenu una copertura cumpleta è uniforme.
Stu prucessu garantisce una barriera protettiva consistente in tutta a struttura, una impresa chì l'applicazioni manuali à spruzzu o à pennellu ùn ponu micca replicà.
Doppia Azione: Barriera è Prutezzione Sacrificale
Un rivestimentu galvanizatu prutege l'acciaiu in dui modi putenti.
Prima, agisce cum'è unrivestimentu di barrieraI strati di zincu sigillanu l'acciaiu da u cuntattu cù l'umidità è l'ossigenu. U zincu stessu hè assai resistente. In a maiò parte di l'ambienti atmosferichi, u zincu si corrode à un ritmu da 10 à 30 volte più lentu chè l'acciaiu. Stu ritmu di corrosione lentu furnisce un scudo fisicu di longa durata.
Siconda, furnisceprutezzione sacrificaleU zincu hè più elettrochimicamente attivu chè l'acciaiu. Sè u rivestimentu hè dannighjatu da una graffiatura prufonda o da un foru di perforazione, u zincu si corroderà prima, "sacrificendusi" per prutege l'acciaiu espostu. Sta prutezzione catodica impedisce à a ruggine di insinuassi sottu à u rivestimentu è pò prutege i punti nudi finu à ¼ di pollice di diametru. U zincu agisce essenzialmente cum'è una guardia di u corpu per l'acciaiu, assicurendu chì ancu s'è a barriera hè violata, a struttura ferma sicura da a currusione. Sta pruprietà di autoguarigione hè un vantaghju unicu digalvanizazione.
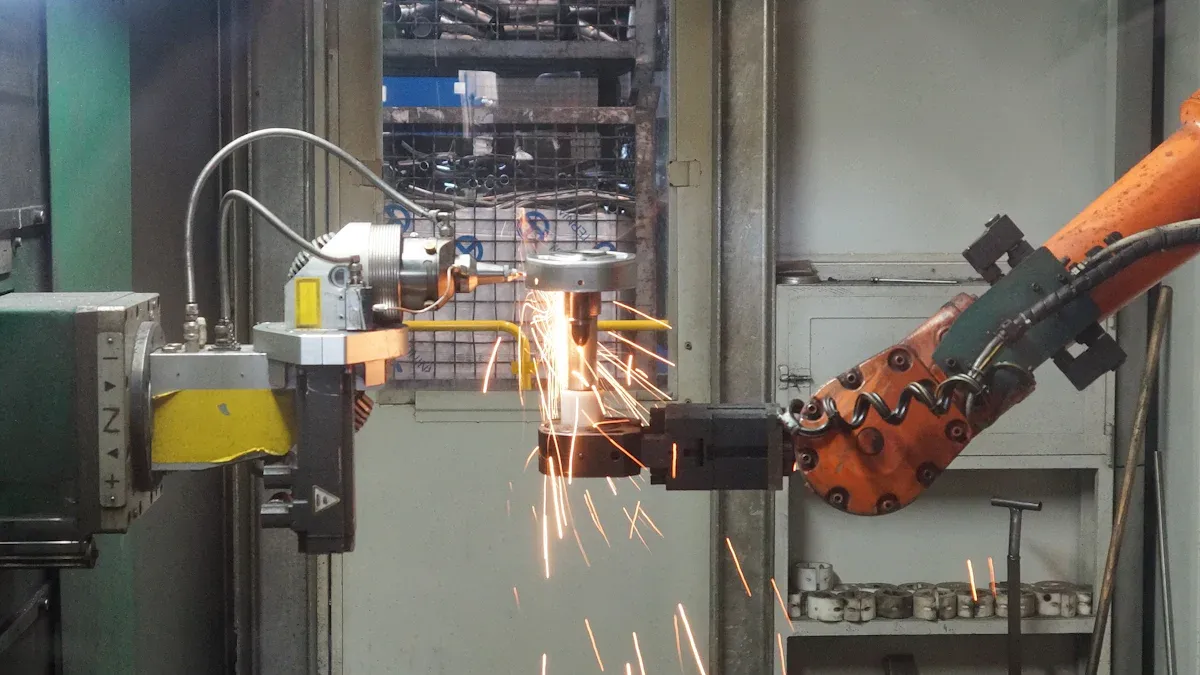
U prucessu HDG: Una marca di qualità
A qualità eccezziunale di un rivestimentu galvanizatu à caldu ùn hè micca un accidente. Hè u risultatu di un prucessu precisu in parechje tappe chì garantisce una finitura superiore. Stu prucessu principia assai prima chì l'acciaiu tocchi u zincu fusu.
Da a preparazione di a superficia à l'immersione di zincu fusu
Una preparazione curretta di a superficia hè u fattore u più criticu per un rivestimentu riesciutu. L'acciaiu deve esse perfettamente pulitu per chì a reazione metallurgica si verifichi. U prucessu implica trè tappe chjave:
SgrassaggioUna suluzione alcalina calda elimina i contaminanti organici cum'è a terra, u grassu è l'oliu da l'acciaiu.
MarinaturaL'acciaiu hè immersu in un bagnu d'acidu diluitu per caccià a calamina è a ruggine.
FlussazioneUn'ultima immersione in una soluzione di cloruru di zincu è ammoniu elimina l'ultimi ossidi è applica un stratu protettivu per impedisce a furmazione di nova ruggine prima di a galvanizazione.
Solu dopu à sta pulizia rigorosa, l'acciaiu hè immersu in un bagnu di zincu fusu, tipicamente riscaldatu à circa 450 ° C (842 ° F).
U rolu di un fabricatore di apparecchiature di galvanizazione
A qualità di tuttu u prucessu dipende da i machini. Un fabricatore prufessiunale di apparecchiature di galvanizzazione cuncepisce è custruisce e linee avanzate chì rendenu pussibule a HDG muderna. Oghje, un fabricatore principale di apparecchiature di galvanizzazione incorpora automatizazione è sensori in tempu reale per un cuntrollu precisu. Questu assicura chì ogni passu, da a pulizia chimica à a gestione di a temperatura, sia ottimizatu. Inoltre, un fabricatore responsabile di apparecchiature di galvanizzazione ingegnerizza sistemi chì rispondenu à standard ambientali è di sicurezza rigorosi, spessu cumpresi sistemi à circuitu chjusu per gestisce i rifiuti. A cumpetenza di u fabricatore di apparecchiature di galvanizzazione hè essenziale per risultati consistenti è di alta qualità.
Cumu u spessore di u rivestimentu assicura a longevità
U prucessu cuntrullatu, gestitu da sistemi di un fabricatore di apparecchiature di galvanizzazione di punta, hà un impattu direttu nantu à u spessore finale di u rivestimentu. Stu spessore hè un indicatore chjave di a durata di vita di l'acciaiu. Un rivestimentu di zincu più grossu è uniforme furnisce un periodu più longu di prutezzione di barriera è di sacrificiu. I standard industriali specificanu spessori minimi di rivestimentu basati nantu à u tipu è a dimensione di l'acciaiu, assicurendu chì pò resiste à u so ambiente previstu per decennii cù una manutenzione minima.
HDG vs. Alternative: Una paragone di e prestazioni 2025
A scelta di un sistema di prutezzione da a currusione richiede un esame attento di e prestazioni, a durabilità è u costu à longu andà. Mentre esistenu parechje alternative,galvanizazione à caldudimostra constantemente a so superiorità quandu si paraguna direttamente à pitture, resine epossidiche è primer.
Contr'à a pittura è i rivestimenti epossidici
I rivestimenti di pittura è epossidichi sò filmi superficiali. Creanu un stratu protettivu ma ùn si leganu micca chimicamente cù l'acciaiu. Sta differenza fundamentale porta à lacune di prestazione maiò.
I rivestimenti epossidichi sò particularmente propensi à fallimentu. Puderanu crepà è sbuchjà, espunendu l'acciaiu sottu. Una volta chì a barriera hè rotta, a currusione pò sparghjesi rapidamente. L'Autorità Thruway di u Statu di New York hà amparatu questu in prima persona. Inizialmente anu utilizatu barre d'armatura rivestite d'epossidu per e riparazioni stradali, ma i rivestimenti si sò crepati rapidamente. Questu hà purtatu à un rapidu deterioramentu di e strade. Dopu esse passati à e barre d'armatura galvanizate per a riparazione di un ponte, i risultati sò stati cusì impressiunanti chì avà utilizanu materiali galvanizzati per i so prughjetti.
I limiti di i rivestimenti epossidichi diventanu chjari quandu li paragunanu à l'HDG.
Forma una pellicola nantu à a superficia; nisun ligame chimicu.
Crea un ligame chimicu è metallurgicu cù l'acciaiu.
Meccanismu di Fallimentu
Propensu à screpolà è sbuchjà, ciò chì permette à a ruggine di sparghjesi.
E proprietà autoriparanti pruteggenu i graffi è impediscenu a ruggine.
Durabilità
Pò crepà facilmente durante u trasportu è l'installazione.
I strati di lega estremamente resistenti resistenu à l'abrasione è à l'impattu.
Riparazione
Nisuna capacità di riparazione automatica. E zone danneggiate devenu esse riparate manualmente.
Prutege automaticamente e piccule zone danneggiate per via di l'azione sacrificale.
L'applicazione è u almacenamentu presentanu ancu sfide significative per i rivestimenti epossidichi.
Risicu di danniL'epossidu hè fragile. I graffi durante u trasportu o l'installazione ponu creà punti debuli per a currusione.
Sensibilità UVL'acciaiu rivestitu d'epossidu richiede teloni speciali per u almacenamentu à l'apertu. Deve stà cupertu per impedisce danni da a luce solare.
Perdita di adesioneL'adesione di u rivestimentu à l'acciaiu pò indebulisce si cù u tempu, ancu durante u almacenamentu.
Ambienti MariniIn e zone custere, i rivestimenti epossidichi ponu avè prestazioni peghju cà l'acciaiu nudu. U sale è l'umidità sfruttanu facilmente ogni picculu difettu in u rivestimentu.
In l'ambienti custieri, l'HDG mostra a so resistenza. Ancu in e zone cù venti salati diretti, l'acciaiu galvanizatu pò durà 5-7 anni prima di avè bisognu di a prima manutenzione. E zone riparate nantu à a listessa struttura ponu stà prutette per altri 15-25 anni.
Contr'à i primer ricchi di zincu
I primer ricchi di zincu sò spessu presentati cum'è una alternativa liquida à a galvanizazione. Quessi primer cuntenenu una alta percentuale di polvere di zincu mischiata in un legante di pittura. E particelle di zincu furniscenu una prutezzione sacrificale, ma u sistema si basa nantu à un ligame meccanicu, cum'è a pittura regulare.
A galvanizazione à caldu, invece, crea i so strati protettivi per via di una reazione di diffusione à alte temperature. Questu forma vere leghe di zincu-ferru chì sò fuse à l'acciaiu. Un primer riccu di zincu si attacca semplicemente à a superficia. Questa differenza di legame hè a chjave di e prestazioni superiori di HDG.
Funziunalità
Zincatura à caldu
Primer riccu di zincu
Meccanismu
U ligame metallurgicu crea strati di lega di zincu-ferru durevuli.
A polvera di zincu in un legante furnisce una prutezzione sacrificale.
Adesione
Fusu à l'acciaiu cù una forza di ligame di ~ 3.600 psi.
U ligame meccanicu si basa nantu à a pulizia di a superficia; assai più debule.
Durabilità
I strati di lega estremamente duri resistenu à l'abrasione è à l'impattu.
Un rivestimentu più dolce simile à a pittura pò esse facilmente graffiatu o scheggiatu.
Idoneità
Ideale per l'acciaio strutturale in applicazioni dure è di longa durata.
Ideale per i ritocchi o quandu l'HDG ùn hè micca pussibule.
Mentre chì i primer ricchi di zincu offrenu una bona prutezzione, ùn ponu micca currisponde à a resistenza è a longevità di un veru rivestimentu galvanizatu. L'efficacità di u primer dipende interamente da a preparazione è l'applicazione perfetta di a superficia, è ferma vulnerabile à i graffi è à i danni fisichi.
Affruntà e critiche cumuni di HDG
Una idea sbagliata cumuna nantu à a galvanizazione à caldu hè u so costu iniziale. In u passatu, a galvanizazione à caldu era qualchì volta vista cum'è una opzione più cara in anticipu. Tuttavia, questu ùn hè più u casu in u 2025.
Per via di i prezzi stabili di u zincu è di i prucessi più efficienti, l'HDG hè avà assai cumpetitivu in quantu à u costu iniziale. Quandu si cunsidereghja u costu tutale di u ciclu di vita, l'HDG hè guasi sempre a scelta più ecunomica. Altri sistemi richiedenu una manutenzione è una riapplicazione frequenti, aghjunghjendu spese significative durante a vita di u prugettu.
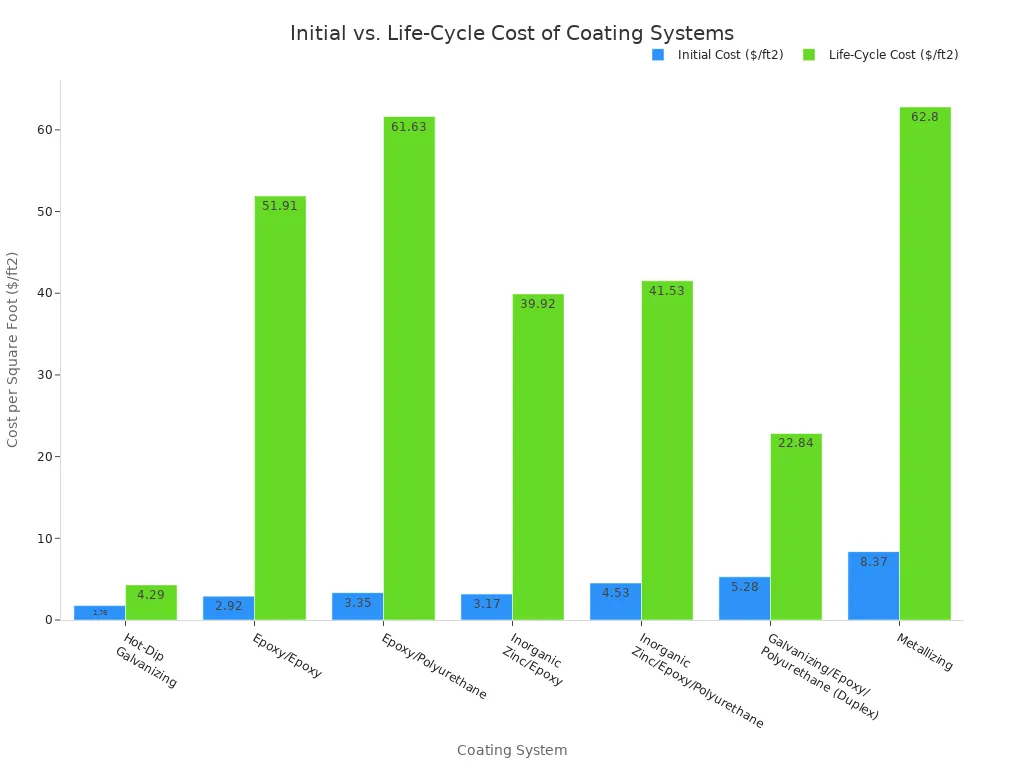
L'American Galvanizers Association furnisce una Calculatrice di u Costu di u Ciclu di Vita (LCCC) chì paraguna l'HDG à più di 30 altri sistemi. I dati mostranu in modu consistente chì l'HDG risparmia soldi. Per esempiu, in un studiu di un ponte cù una vita di cuncepimentu di 75 anni:
Zincatura à calduavia un costu di u ciclu di vita di4,29 $ per pede quadratu.
UnEpossidu/Poliuretanuu sistema avia un costu di u ciclu di vita di61,63 $ per pede quadratu.
Questa differenza enorme vene da a prestazione senza manutenzione di HDG. Una struttura galvanizzata pò spessu durà 75 anni o più senza bisognu di alcun travagliu maiò. Questu ne face l'investimentu finanziariu più intelligente per i prughjetti à longu andà.